
کولیس چیست ؟
مقدمه
هر چه اسباب اندازه گیری دقیقتر باشد اندازه اشتباه کمتر است، در اندازه گیریهای فیزیک چنانچه درجه دقت معلوم نباشد، اندازه گیری نمیتواند کاملا مورد استفاده قرار گیرد، اطلاع بر حدود خطا اغلب از اتلاف وقت آزمایش کننده جلوگیری میکند مثلا ممکن است یک کمیت از روی کمیات دیگر محاسبه میشود و در رابطهای که مورد استفاده قرار میگیرد یک کمیت با توان n و در کمیت دیگر با توانی کمتر از n وارد شود.
قوانین و نظریات فیزیک بصورت معادلات ریاضی بیان میشوند. حال ما از کجا بدانیم که هر معادله خاص ، رفتار چیزی را بیان میکند؟ باید این قاعده امتحان شود و به مرحله آزمون گذاشته شود. بنابراین ، اندازه گیری مهارتی است که میان نظریه علمی و دنیای واقعی رابطه ایجاد میکند. این رابطه دو طرفه میباشد. هر رویداد اندازه گیری شدهای که قبلا پیشگویی نشده باشد، باید نظریه جدید آنرا توجیه کند.
اشخاصی که کار تجربی انجام میدهند باید اطلاعات فنی جامعی از اصول اندازه گیری داشته باشند. نحوه اندازه گیری و محدودیتهای ناشی از وسایل اندازه گیری را بشناسد. هر دانشمندی فقط با دانستن اینکه چه اندازه گیریهایی انجام شده است و نحوه اندازه گیریها چگونه بوده است، میتواند اثر و کشفیات دانشمندان دیگر را خوب بفهمد. بنابراین ، اندازه گیری هنری است که در حال حاضر تکنولوژی پیشرفته حامی آن است.
دقت در اندازه گیری
در اندازه گیریها جواب کامل نداریم، هر کسی که نتیجه اندازه گیری خود را گزارش میکند، همواره بهترین تخمین خود را از مقدار اصلی ، همراه باخطای اندازه گیری آن ، ارائه میدهد. یعنی اگر طول جسمی بصورت ۱۸۳±۵mm نوشته شود، منظور نویسنده این است که مقدار واقعی طول بین ۱۷۸ و ۱۸۸mm قرار دارد. صحت اندازه گیری از روی تطابق آن با واقعیت نتیجه میشود. خطای زیاد بیانگر عدم اعتماد آزمایشگر بر اندازه گیری است. اندازه گیری دقیق ، اندازه گیریی است که خطای آن ، در مقایسه با مقدار اندازه گیری شده بسیار کوچک باشد.
در مثال اخیر خطای نسبی اندازه گیری برابر است با: %۱۰۰=± %۲٫ ۷۴ × (±۵/۱۸۳). دقت اندازه گیری به مهارت آزمایشگر در تخمین زنی ، مکانیزم عمل اندازه گیری ، حد تفکیک وسیله اندازه گیری ، حد تفکیک چشم و غیره بستگی دارد. البته درستی اندازه گیری به طبیعت جسمی که اندازه گیری میشود نیز وابسته است. بنابراین ، صحت تمامی اندازه گیریها ، به دلیل محدودیت در دقت (تکرار پذیری آزمایش) و خطای ناشی از طبیعت وسیله اندازه گیری و جسمی که اندازه گیری میشود، محدود است.
تاریخچه
در سال ۱۹۴۹ فردی به نام Mitutoyo اولین لیسانس ساخت کولیس را کسب کرد و تولید آن را در همان سال در کارخانه Mizonokuchi در شهر کاوازاکی ژاپن شروع کرد. در سال ۱۹۵۳ کارخانه آن به utsonomiya انتقال یافته و تولید انبوه آن شروع شد. در سال ۱۹۵۶ این فرد اولین کسی بود که موضوع استفاده از فولاد ضد زنگ را برای ساخت کولیس مطرح کرد. ۷ سال بعد در سال ۱۹۶۳ Mitutoyo بیش از یک میلیون کولیس تولید کرد. در همان سال تولید کولیس ساعتی آغاز شد و به دنبال آن کولیسهای دیجیتالی و سپس کولیسهای ضد زنگ که در مقابل آب و روغن مقاوم بودند تولید شد. کولیسهای heavy duty از سال ۱۹۶۱ ساخته شدند. میدانید که کولیسهایی که طول ۴۵۰mmو بیشتر را اندازهگیری می کنند به این نام میخوانند. امروزه کولیسهایی که طول ۲۰۰۰mm را اندازه میگیرند نیز تولید میشود. بدنه این نوع از کولیسها از فیبرهای کربنی میباشد تا سبک باشند و معضل بزرگ این کولیسها که سنگینی آنها میباشد را بدینگونه رفع کردهاند.
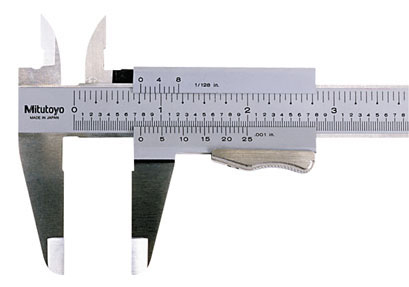
قطر داخلی و خارجی یک لوله را نمیتوان با دقت و به آسانی با یک خط کشمدرج اندازه گرفت. برای اندازه گیری دقیقتر آنها از کولیس استفاده میشود. کولیس از ترکیب یک خط کش مدرج و یک ورنیه متحک درست شده است. خط کش ورنیه دارای دو شاخک است شاخکهای کوچک برای اندازه گیری قطر داخل و شاخکهای بزرگ برای اندازه گیری قطر خارجی اجسام بکار میرود.
کولیسها بر دو نوع اند : دیجیتال و ساده . نوع دیجیتال آن اندازه ها را بر حسب میلی متر و اینچ با بیشترین دقت برایتان نمایش می دهد . ولی نوع ساده آن برای اینچ دو دقت و میلی متر هم دو دقت اندازه ها را نمایش می دهد.
خط کش برحسب میلیمتر مدرج شده ورنیه دارای درجه بندی کوچکی است که اغلب شامل ۱۰ قسمت بوده و معادل ۹ میلیمتر است یعنی ۹ میلیمتر در روی خط کش کوچکتر است. با این نوع کولی یه آسانی میتوانیم تا ۱٫۱۰ میلیمتر را اندازه بگیریم. دقت اندازه گیری کولیس از تقسیم کردن یک درجه خط کش به تعداد تقسیمات ورنیه به دست میآید.
برخی ا انواع کولیسها برای اندازه گیری عمق یک تیغه باریک دارند که به ورنیه متصل است و با آن حرکت میکند. اگر صفر ورنیه بر صفر خط کش منطبق باشدانتهای تیغه بر انتهای خط کش منطبق میگردد در صنعت برای اندازه گیری قطر گلوله و سیلندر و پیستون و طول وسایل مختلف از انواع کولیسها با بزرگیهای مختلف استفاده میشود.
روش کار کولیس
اندازه گیری قطر یا طول
جسمی را که منظور تعیین طول با قطر خارجی آن است در بین شاخکهای ثابت و متحرک بزرگ قرار میدهند بطوری که هر دو شاخک با بدنه جسم تماس داشته باشند سپس به کمک ورنیه و خط کش اندازه طول یا قطر گلوله را تعیین میکنند. درجات را از روی خط کش (عددی که صفر ورنیه در مقابل آن قرار دارد و یا از آن گذشته است) و کسر درجات را از روی ورنیه میخوانند برای کسر درجات از درجات ورنیه را پیدا میکنند که درست در برابر یکی از درجات خط کش قرار گرفته است.
اندازه گیری قطر داخلی
برای اندازه گیری قطر داخلی مثلا قطر یک لوله دو شاخک بالایی را در داخل لوله فرو میبرند و ورنیه را برای خط کش آنقدر جابجا میکنند تا دو شاخک با جدار داخلی لوله تماس پیدا کنند. کولیس تا حدی در داخل لوله میچرخانند تا دو شاخک بر قطر لوله منطبق گردد. در این حالت قطر داخلی را با روش قبلی از روی خط کش و ورنیه میخوانند.
کولیس ۱/۰
درتقسیم بندی ورنیه به این شکل است که ۹ میلیمتر از تقسیمات خط کش را به ده قسمت مساوی روی ورنیه تقسیم بندی کرده است. در نتیجه فاصله هر یک از تقسیمات ورنیه، ۹/۰ میلیمتر می شود و اختلافات اندازه اولین تقسیم ورنیه با خط کش ۱/۰ میلیمتر می شود.
در برخی از کولیس های ۱/۰ برای اینکه خواندن آنها راحتتر باشد، بدین صورت عمل می کند که ۱۹ قسمت از تقسیمات خط کش را به ده قسمت مساوی روی ورنیه تقسیم بندی می کنند در این حالت فاصله هر دو خط، خط کش با یک خط ورنیه ۱/۰ میلیمتر اختلاف پیدا می کنند.
کولیس ۰۵/۰
تقسیم بندی ورنیه بدین شکل است که ۱۰ میلمتر از تقسیمات خط کش به ۲۰ قسمت مساوی روی، ورنیه تقسیم بندی می شود، در نتیجه فاصله هر یک از تقسیمات ورینه ۹۵/۰ میلیمتر میشود و اختلاف اندازه اولین خط، خط کش با اولین خط ورنیه می شود ۰۵/۰ میلیمتر که به آن کولیس ۰۵/۰ می گویند.
حال برای اینکه خواندن این کولیس راحتتر باشد، ۳۹ قسمت از تقسیمات خط کش را به ۲۰ قسمت مساوی روی ورنیه تقسیم بندی می کنند، در نتیجه باز هم فاصله هر دو تقسیم از تقسیم خط کش با یک تقسیم ورنیه، اختلافشان برابر ۰۵/۰ میلیمتر می شود.
کولیس ۰۲/۰
تقسیم بندی ورنیه بدین شکل است که هر ۴۹ قسمت از تقسیمات خط کش به ۵۰ قسمت مساوی روی ورنیه تقسیم بندی شده است. در نتیجه فاصله هر یک از تقسیمات روی ورنیه می شود ۹۸/۰ میلیمتر و اختلااف اندازه اولین خط ورنیه با اولین خط، خط کش می شود ۰۲/۰ میلیمتر که به آن کولیس ۰۲/۰ می گویند.
طرز خواندن کولیس:
فرض کنیم که ما قطعه ای را با کولیس اندازه گرفتیم، در این زمان فک های ثابت و متحرک از هم باز می شود، و این بازشدن به اندازه قطعه می باشد و تقسیم بندی و در نیمه روی خط کش حرکت می کند و در محلی قرار می گیرد.
اندازه ای که گرفته می شود از دو بخش تشکیل می شود، یک بخش اندازه اصلی است و دوم مقدار ریزتر آن اندازه است و وقتی ما این دو اندازه را با هم جمع کنیم مقدار اصلی قطعه ما بدست می آید.
برای خواندن اندازه ما به صفر ورنیه توجه می کنیم، اولین عدد در سمت چپ عضو ورنیه قرار بگیرد می شود اندازه اصلی قطعه ما. برای خواندن خورده آن برای اینکه بفهمیم که چقدر از دو میلیمتر بیشتر در قسمت سمت راست صفر ورنیه توجه می کنیم که کدام ادازه ورنیه با اندازه خط کش درست مقابل هم قرار گرفته اند، مثلاً اگر شماره چهار باشد آن را ضربدر دقت کولیس می کنیم یعنی از ۱/۰ که می شود و ۴/۰ با عدد اصلی باشد جمع می کنیم درنتیجه اندازه کلی ۴/۲ میلیمتر می شود.